Подготовка заготовок
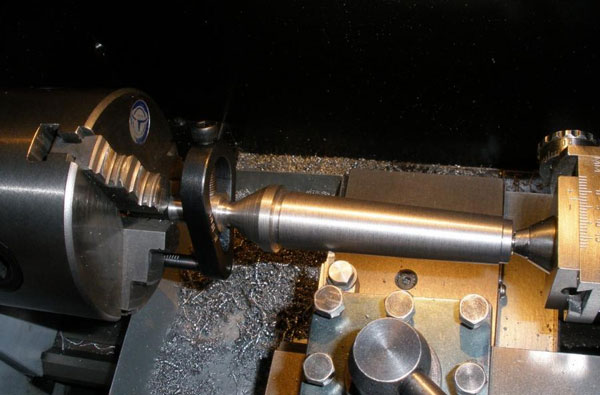
Механическая обработка изделий из алюминия и нержавеющего сплава. Токарные работы Обработка вращающихся деталей — валов, зубчатых колес, шкивов, втулок, колец, муфт, гаек и т. Обрабатываем поверхности, имеющие цилиндрическую, коническую форму, а также фасонные и торцовые поверхности, уступы. Также возможно вытачивание канавок, отрезание части заготовок, обработка отверстия за счет сверления, растачивания, зенкерования, развертывания; нарезка резьбы и пр.








Металлообработка Обработка фасонных поверхностей. Cталь — в наличии Нержавейка — под заказ Латунь — в наличии Бронза и другие — под заказ. Обработка фасонных и конических поверхностей на токарных станках от минимальных до промышленных партий с гарантией качества и соблюдением сроков. Обработка фасонной поверхности на токарном станке в Санкт-Петербурге силами специалистов с многолетним опытом работы, отвечающих за свою репутацию. Высокопроизводительное, высокоточное оборудование и современные технологии обработки. Специалисты Анди справляются с задачами любой сложности и выполняют заказы для разных отраслей промышленности авиационной машиностроительной, производства оборудования и материалов, металлургической, медицинской и так далее.
- Тип соединения
- Глава II. Механо-технологические особенности и методы обработки типовых поверхностей деталей.
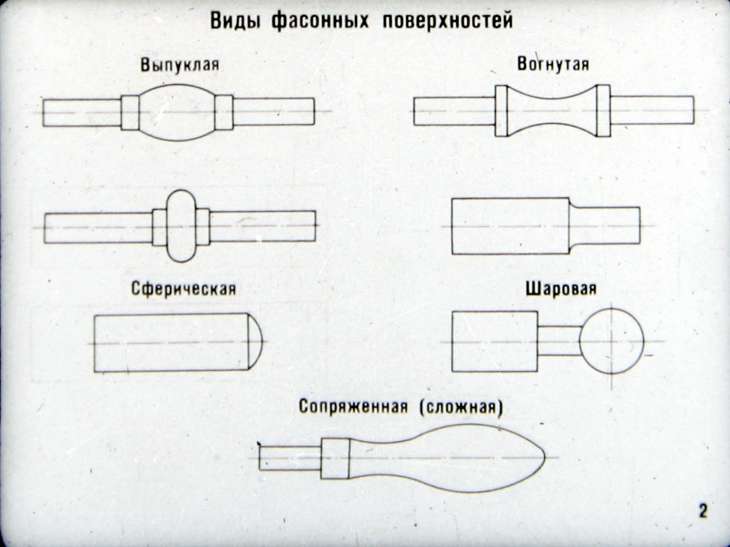
- Многие детали имеют фасонные поверхности , отличные от рассмотренных ранее.
- Фасонные поверхности имеют неравномерный припуск на отдельных участках.
- Виды работ
- Раздел: Учебники. Виды поверхностей.
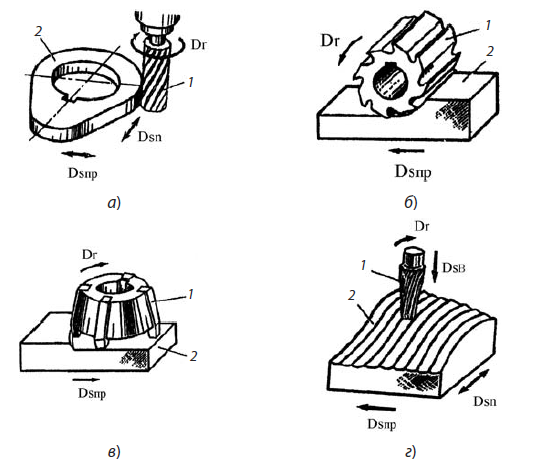
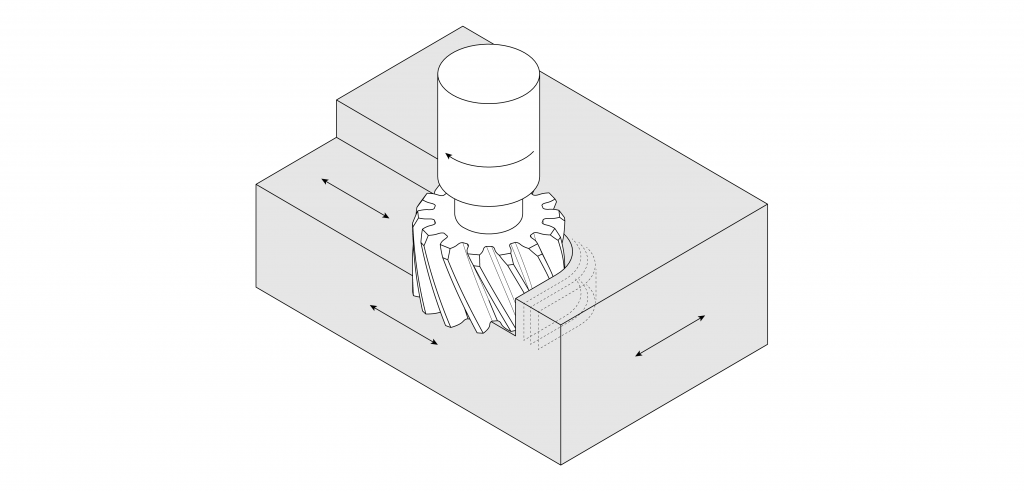
- Фасонные детали, форма которых отличается от простейшей плоскости, цилиндра или конуса, изготавливают на фрезерных и токарных станках. Обработка криволинейной поверхности, как механическая технология, подразделяется на три категории:.
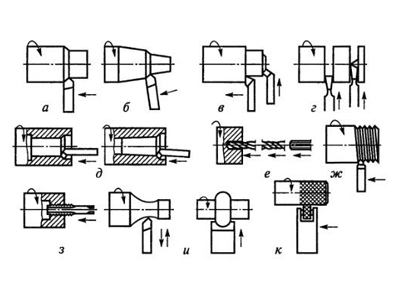
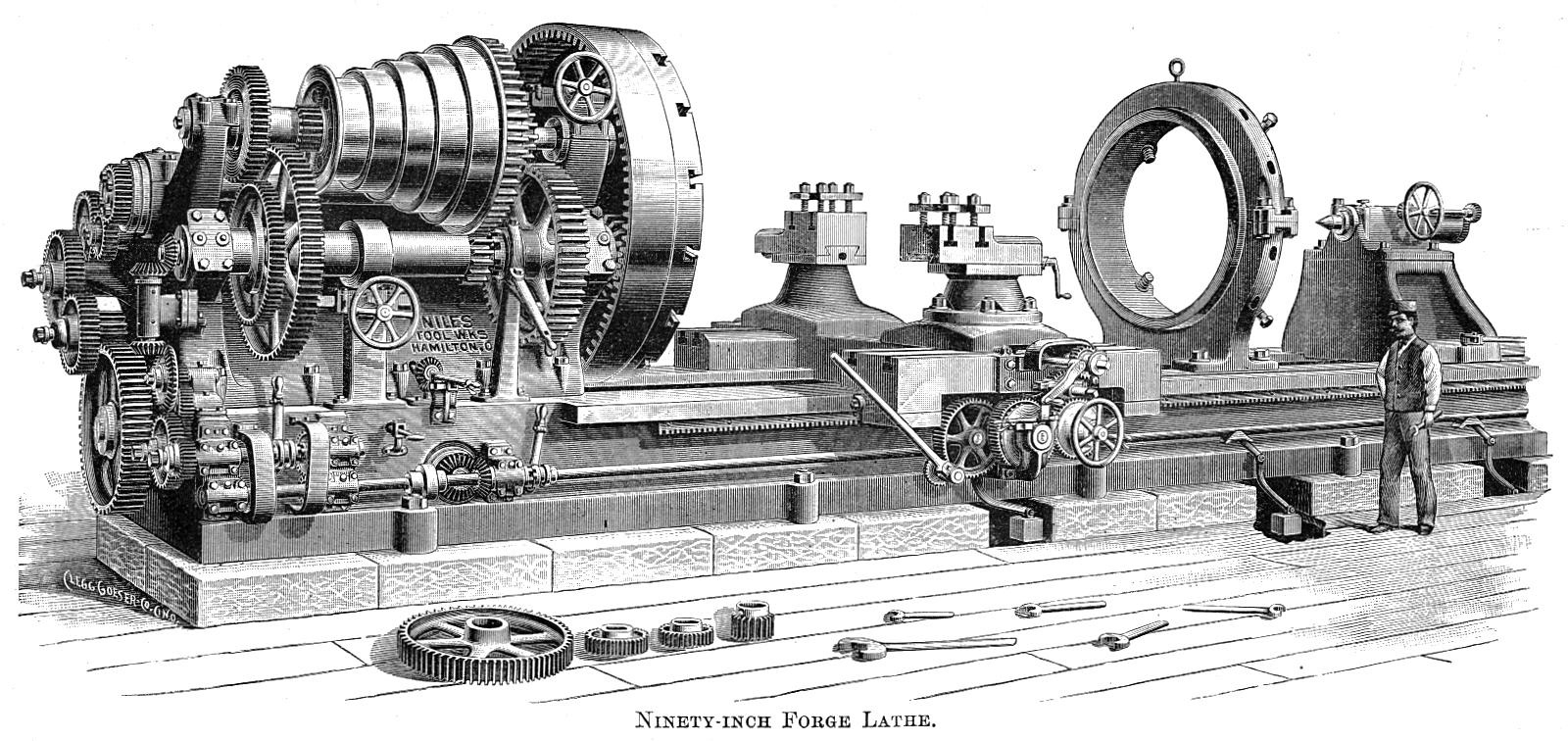
- Сущность токарной обработки состоит в формировании поверхности детали инструментом с режущей кромкой, при этом, как правило, происходит вращение заготовки и перемещение резца.










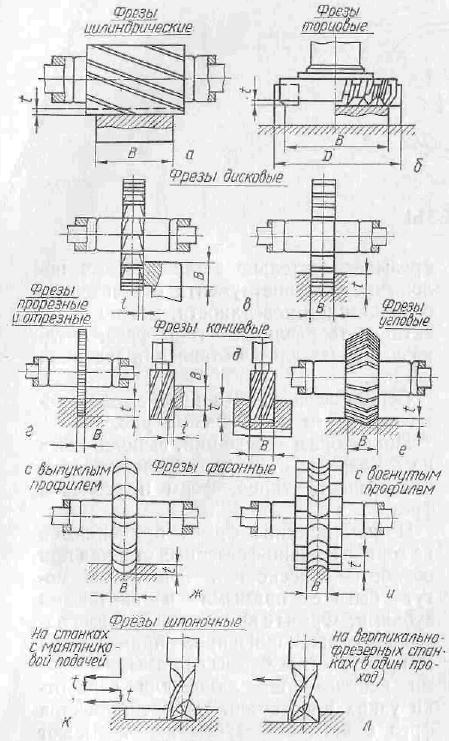
Обрабатываемые поверхности деталей как наружные, так и внутренние относят к фасонным, если они образованы криволинейной образующей, комбинацией прямолинейных образующих, расположенных под различными углами к оси детали, или комбинацией криволинейных и прямолинейных образующих. На токарных станках фасонные поверхности получают: используя ручную поперечную и продольную подачу резца относительно заготовки с подгонкой профиля обрабатываемой поверхности по шаблону; обработкой фасонными резцами, профиль которых соответствует профилю готовой детали; используют поперечную и продольную подачу резца относительно заготовки, а также приспособления и копирные устройства, позволяющие обработать поверхность заданного профиля; путем комбинирования перечисленных выше методов для повышения точности и производительности обработки. Фасонные поверхности на длинных деталях, заданный профиль которых получается с помощью шаблона, копира, приспособления и т. При этом используют как продольную, так и поперечную подачу суппорта. Для повышения производительности обработки фасонных поверхностей сложного профиля применяют фасонные резцы рисунок внизу. Размеры рабочей части и высота профиля круглых и призматических фасонных резцов должны соответствовать профилю, который получается при пересечении фасонной поверхности детали.